
 产品:40
产品:40
 联系我们
联系我们

工博士机器人技术有限公司作为智能工厂服务商,从智能制造解决方案的提供,到工业电气产品的一站式采购,从智能制造培训到专业维护保养,围绕设备的智能升级改造、生产加工、设备保障、技能培训等多个方面,实现生产的智能、高效、环保和安全。
主营ABB、库卡KUKA、安川YASKAWA、发那科FANUC、欧地希OTC、川崎Kawasaki、遨博AUBO、现代HYUNDAI、电装DENSO、欧姆龙OMRON、爱普生EPSON等进口***机器人项目集成、机器人代理、机器人配件、机器人售后维保、机器人培训一站式服务。
地址:上海市嘉定区博园路1333号1栋7层
--------------------------------------------------------------------------------------------------
一、 程序的组成:
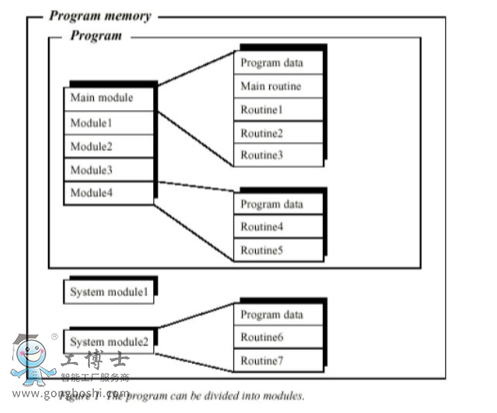
1 . 一个主程序。
2. 几个子程序( 例行程序) 。
3. 程序数据。
除此之外, 程序储存器还包括系统模块。 USER模块与 BASE模块在机器人冷启动后自动生成。
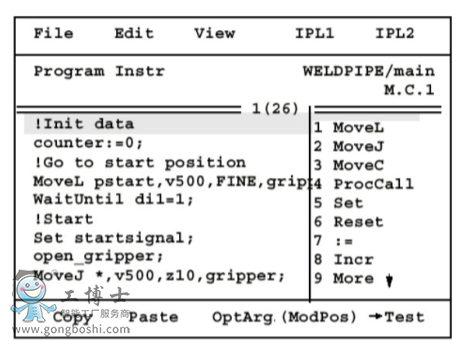
二、 编程窗口:
1 . File
Open 打开一个现有文件。
New 新建一个程序。
Save program 存储更改后的现有程序。
Save program as 存储一个新程序。
Print ...... 打印程序。
Prefence 定义用户化指令集。
Check program 检验程序。 光标会提示。
Close 在工作内存中关闭程序。
Save moduel 存储更改后的现有模块。 在 Moduel 窗口)
Save moduel as 存储一个新模块。 ( 在 Moduel 窗口)
打开一个现有文件:
编程窗口 /File/Open/ 回车/ 选择文件 /OK/进入指令编辑窗口。
新建一个程序:
编程窗口 /File/New/ 回车/ 进入文件编辑窗口, 输入文件名 /OK/进入指令编辑窗口。
2. Edit
Cut 剪切。 注意可能丢失指令。
Copy 复制。
Paste 粘贴, 将剪切或复制的指令粘贴。
Go to top 将光标移至顶端。
Go to buttom 将光标移至末端。
Mark 定义一块, 涂黑部分。
Change selocted 修改指令。 可直接选到位打回车。
Show value 输入数据。 可直接选到位打回车。
Modpos 修改机器人位置。 功能键上有。
Search ...... 寻找指令, 程序复杂时很有用。
3. 功能键:
Copy、 Paste、Modpos 在 Edit 中可以找到。
Test 为编程与测试切换键。
IPLhide 分为 IPL1 与 IPL2。
IPL1 为指令目录。
IPL2 中有 Most commt1、 Most commt2、Most commt3 为用户化定义指令, 在 File Preference中定义。
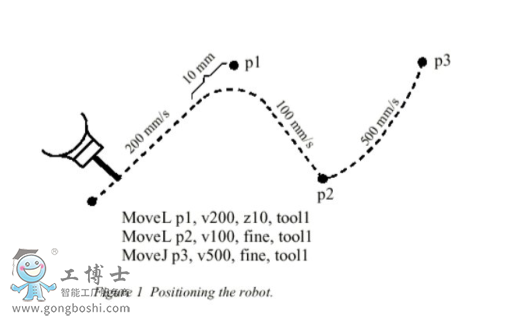
三、 基本运动指令:
MoveL p1, v1 00, z1 0, tool1 ;
Move L: 线性运动。 ( Linear )
Move J: 关节轴运动。 ( Joint )
Move C: 圆周运动。 ( Circular )
p1 : 目标位置。
v1 00: 规定在数据中的速度。
z1 0: 规定在转弯区尺寸。
tool1 : 工具。 ( TCP)在光标指在此指令时, 打回车, 再按 OptArg 键, 可选择参变量。
〔 \ Conc 〕
协作运动。 机器人未移动至目标点, 已经开始执行下一个指令。
〔 To Point 〕
在采用新指令时, 目标点自动生成 * 。
〔 \V〕
定义速度 mm/s。
〔 \T〕
定义时间 s。 不管速度只考虑时间。
〔 \Z〕
定义转弯区尺寸 mm。
〔 \Wobj〕
采用工件系坐标系统。
速度选择: mm/s
将光标移至速度数据处, 回车, 进入窗口。 选择所需速度.
vmax速度为 v5000, 可自定义速度。
***大可定义至 v7000, 但机器人未必能达到。
转弯区尺寸选择: mm
将光标移至转弯区尺寸数据处, 回车, 进入窗口。
选择所需转弯区尺寸, 可自定义。
fine 指机器人 TCP达到目标点, 在目标点速度降为零。 机器人动作有停顿, 焊接时必须用。
zone 指机器人 TCP不达到目标点, 机器人动作圆滑、 流畅。
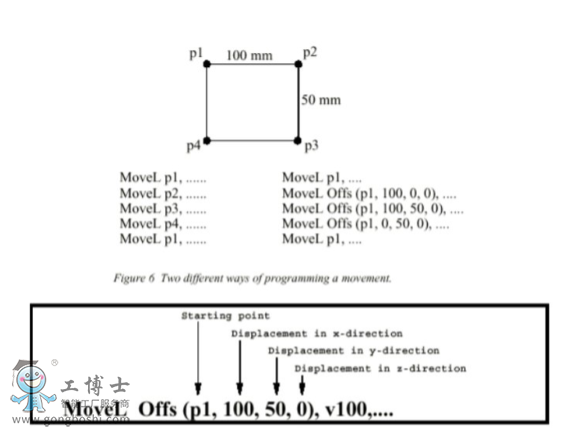
offs(p , x, y, z) 代表一个离 p1 点 X 轴偏差量为 x, Y轴偏差量为 y, Z 轴偏差量为 z 的点。
将光标移至目标点, 回车, 选择 Func, 采用切换键选择所用函数。
MoveC p1, p2, v1 00, z1 , tool1 ;
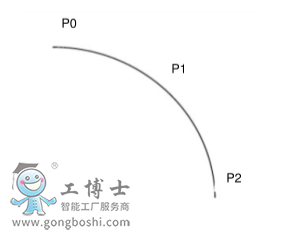
画一个半径为 80mm的圆:
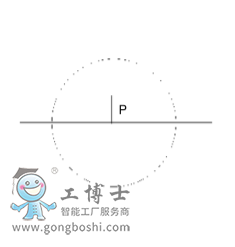
MoveJ p0, v500, z1 , tool1 ;
MoveL offs(p , 80, 0, 0) , v500, z1 , tool1 ;
MoveC offs(p , 0, 80, 0) , offs(p , -80 , 0, 0) , v500, z1 , tool1 ;
MoveC offs(p , 0, -80 , 0) , offs(p , 80, 0, 0) , v500, z1 , tool1 ;
MoveJ p0, v500, z1 , tool1 ;
四、 输入输出群指令:
do 指机器人输出信号。
di 指输入机器人信号。
输入输出信号有两种状态, 1 为接通, 0 为断开。
Set do1 ; 将一个输出信号赋值为 1 。
Reset do1 ; 将一个输出信号赋值为 0。
Wait DI di1 /maxtime:=5/Timeflag:=flag1 ;
等待输入信号 Di1 值为 1, 等待时间为 5 秒, 5 秒内得到相应信号则执行下一句指令, 并将 flag1 置为 flase 。
超过 5 秒未得到相应信号则将flag1 置为 ture , 不执行下面的指令,并显示相应信息。
***大等待时间单位为秒, ***大等待时间为五分钟。
Wait Until di=1 ;
等待一个输入信号值为 1, 才执行下一行指令。
P
五、 通信指令( 人机对话) :
TP ERASE; 清屏指令。
TP WRITE 书写指令。
TP WRITE “ ABB ”; 显示 ABB。
TP WRITE ABB ; 显示所赋于 ABB的值。
TP Read num “reg1 ” ;
在示教板上赋予机器人变量数据。
Wait Time 3;
等待一断时间, 再执行下一行指令。 时间单位为秒。
六、 程序流程指令:
IF 判断执行指令。
IF < exp > THEN 符合
“ Yes-part ” 执行“Yes-part ” 指令。
ENDIF
IF < exp > THEN 符合
“ Yes-part ”执行“Yes-part ”指令。
ELSE 不符合
“ Not-part ” 执行“Not-part ” 指令。
ENDIF
IF < exp1 > THEN 符合
“ Yes-part1 ” 执行“Yes-part1 ”指令。
ELSEIF < exp2 > THEN 符合
“ Yes-part2 ”执行“Yes-part2 ”指令。
ELSE 不符合
“ Not-part ” 执行“Not-part ”指令。
ENDIF
WHILE 循环至不满足条件后, 执行 END WHILE 以下指令。
WHILE reg1 < 5 DO 循环至符合条件 reg1 > 5 ,
reg1 :=reg1 +1 ; 才执行 ENDWHILE 后指令。
ENDWHILE 应 避免进入死循环。
七、 其他常用指令:
:= 赋值指令。
ABB := 5;
ABB := reg1 +reg3;
ABB := “ WELCOME ”;
ProcCall; 调用一个例行程序指令。
八、 测试
1 . 手动减速状态 /编程窗口 /File/Check Program
检查程序语法
2. 编程窗口 /Test
切换至程序测试窗口
Start 启动程序, 机器人按程序指令运行。
FWD 机器人按程序指令顺序向前运行一个指令。
通过程序指针与光标确定当前指令行。
BWD 机器人按程序指令顺序向后运行一个指令。
通过程序指针与光标确定当前指令行。
Modpos 修正机器人运行位置。
Instr> 切换至指令窗口。
3. 选择运行模式: 在测试窗口按切换键。
Cont 连续运行, 程序执行完毕, 自动循环执行。
Cycle 单次运行, 程序执行完毕, 自动停止。
4. 选择运行速度:
1 00%为程序内定速度或 250 mm/s。
- %、 + %在 1%至 5%之间以 1 %递增或递减。
- %、 + %在 5%至 1 00%之间以 5%递增或递减。
运行速度调整可在程序运行时同步进行。
在焊接中, 只改变空行程速度, 焊接速度不变。
5. 按 Special/Move / 选择程序测试起点
PP “ 》 ” 指针 ( 待执行指令 )
Course 光标( 黑色背景部分 )
6. 电机上电 (Enable)/FWD 或 Start 开始程序测试。
可选择 Special/simulate/add 进行电机断电方式测试 ( 机器人不动 )机器人将按程序运行, 注意安全。
7. 修正工作点。
将光标移动到需要修正的工作点上按 Modpos 键修正工作点。
注意操作窗口所选的 Tool 及 Wobj 必须与工作点所在的指令行一致。
8. 删除一个指令行
将光标移至所要删除的指令行 / 按删除键 / 用 OK确认。
9. 增加一个指令行
按 Instr> 键进入指令窗口 / 选择指令 / 被选择的指令生成在光标所指指令行的下一行。 如果光标在程序***行会出现一个提示窗口选择新指令生成在程序***行或下一行, 用 OK确认。
1 0. 运行正确, 按 S-Stop 键停止测试。

了解更多ABB机器人